The website is easy to edit, has helped drive business and simplified the customer booking process. I would recommend.
kinnniyom.com.auEric – Restaurant Owner 
The website is very easy to edit and make changes, has driven online bookings which reduced the call centre operational costs. The support team are helpful and explain things well. Would definitely recommend.
bathursttaxi.com.au Dean – Taxi Service 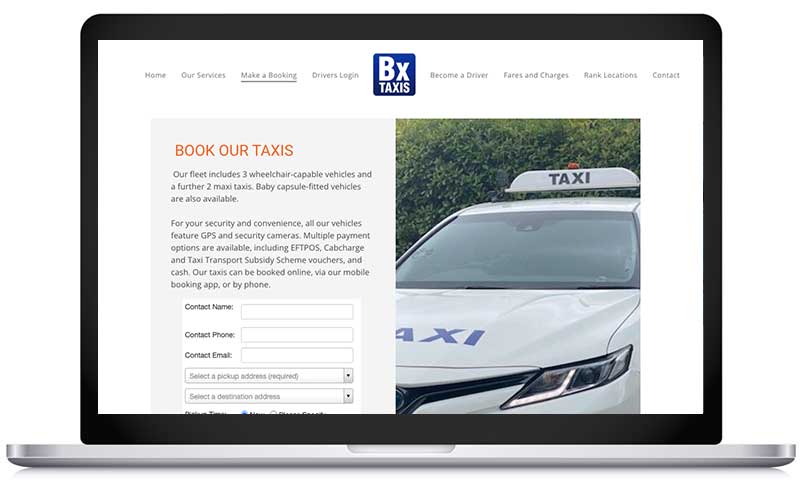
I am very happy with the customer service and the care calls for website that help me stay relevant in my industry.
cowrabeauty.com.auKellie – Beauty Salon Owner 
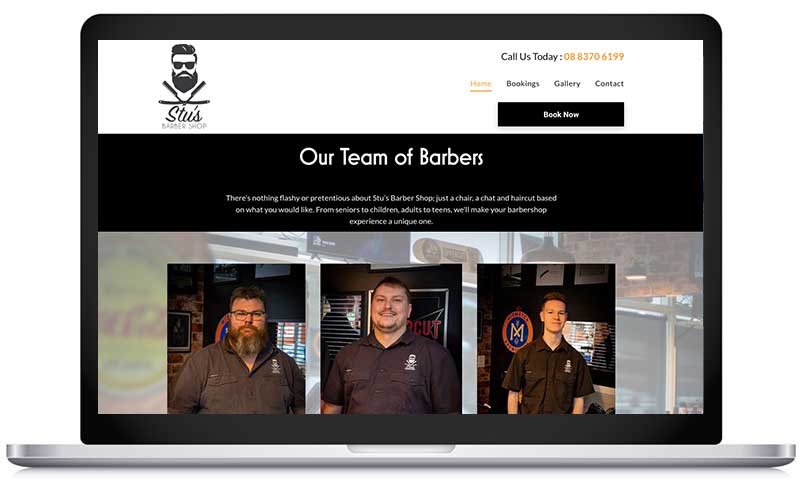
Service is great and the websites are super simple and easy to use.
stusbarbershop.com.auStuart – Barber Shop Owner